a. Converting Waste Heat Valuable Steam
For a 600,000 tpa syngas-to-ethylene glycol facility, our high-flux tube waste heat boiler was deployed to recover overhead vapor energy from the alcohol removal and product distillation towers, converting previously wasted heat usable low-pressure steam.
b. Technical Approach
Conventional Process
Tower overhead vapors were cooled by circulating water, resulting in high utility consumption and wasted thermal energy.
Optimized Solution
Tower overhead vapors were cooled by circulating water, resulting in high utility consumption and wasted thermal energy.
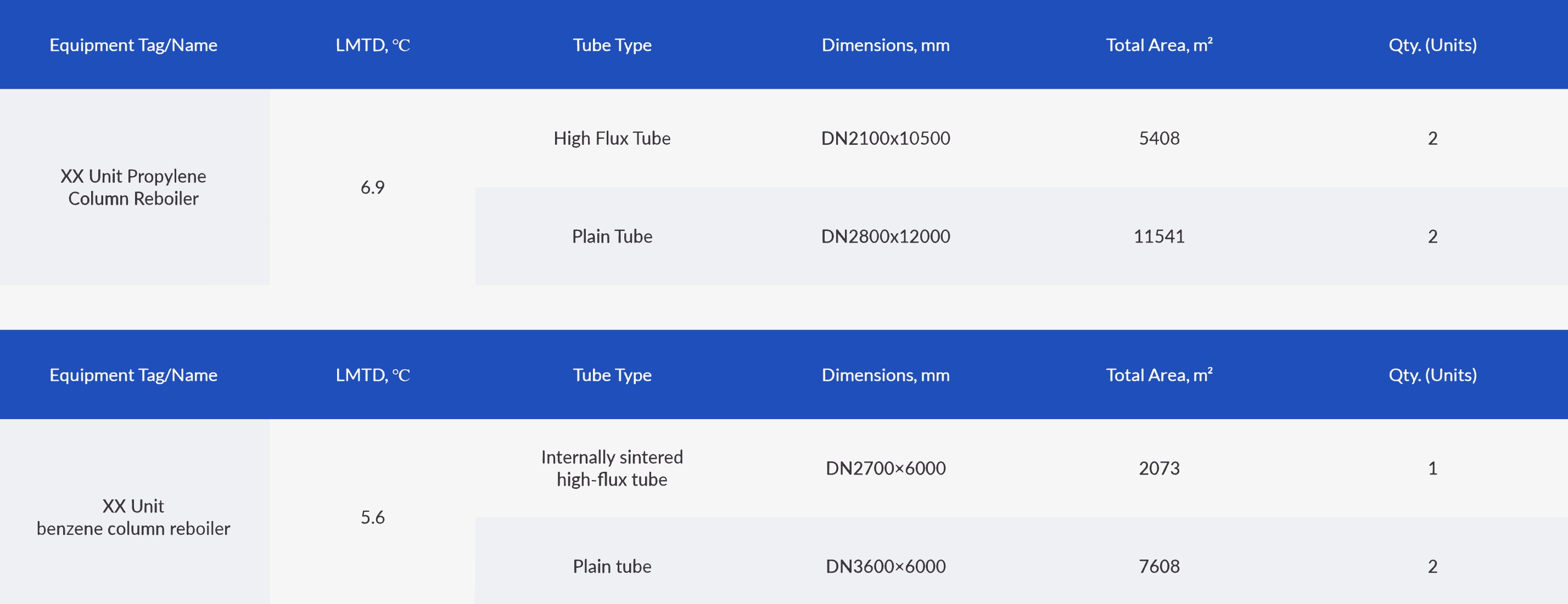
Key Advantage
A minimum temperature approach of only 6.9–9.9°C, enabling higher steam quality and improved heat recovery efficiency.
c. Project Results
- Steam generation: up to 135 t/h of low-pressure steam
- Direct steam reuse: 90.5 t/h used to replace 0.5 MPa(g) steam in the methanol recovery tower reboiler
- Steam consumption reduction: approximately 1.2 tons of steam per ton of ethylene glycol produced
- Additional steam available: 44.5 t/h for steam upgrading, power generation, or absorption cooling
d. Annual Benefits (Based on 8,000 operating hours/year)
- Standard coal saved: 96,448 tons/year
- CO₂ emissions reduced: 256,552 tons/year
- Annual economic benefit: RMB 122.56 million
e. Conclusion
By recovering medium- and low-grade waste heat from tower overhead vapors, the system converts lost energy usable steam, reducing operating cost, lowering emissions, and improving plant energy efficiency. It provides a practical decarbonization solution for coal-to-ethylene glycol and syngas-based chemical facilities.